

Номиналното налягане на хидравличен цилиндър не се задава произволно. Той е изчерпателно изчислен въз основа на границата на провлачване на материала на цилиндъра, структурата на дебелината на стената и границата на носенето на уплътненията. Номиналното налягане на стандартните общи модели приема 16MPa като основна проектна стойност.
Този параметър съвпада с безопасната граница на носенето на обикновени цилиндрови цилиндри от въглеродна стомана, стандартни полиуретанови уплътнения и конвенционални направляващи структури и също така служи като най-често срещаният стандарт за избор на строителни машини и хидравлични системи на ремаркета. При действителна работа, моменталното ударно налягане се допуска за кратко да надвишава номиналното налягане, докато дългосрочното непрекъснато работно налягане не трябва да надвишава 85% от номиналната стойност. Това е основният принцип на проектиране за избягване на вътрешни течове, ускорено стареене на уплътнението и деформация на цилиндъра.
При дългосрочни условия на наднормено налягане, вътрешната стена на цилиндъра ще доведе до лека еластична деформация и съвпадащата междина между водещата втулка и буталния прът ще се измести, увреждайки първоначалния прецизен толеранс от 0,02–0,03 mm.
С увеличаването на празнината, страничният поток на хидравличното масло се засилва и буталния пръстен понася неравномерна сила, което води до постепенно частично износване. В по-късен етап ще се появят често срещани неизправности като вътрешни течове, недостатъчна повдигаща сила и бързо установяване на товара, които също са основни причини за чести хидравлични повреди в оборудването на място.
Температурата на околната среда от 20 ℃–30 ℃ е оптималният диапазон на съвпадение за дизайна на уплътнителния материал. Уплътненията от полиуретан и нитрилен каучук поддържат стандартни стойности на твърдост, еластична компресия и устойчивост на масло.
При това условие, уплътнителната устна пасва равномерно към стената на цилиндъра и поддържа постоянно предварително натоварване, поддържайки стабилни характеристики на уплътняване на маслото за дълго време без необичайно износване и деформация.
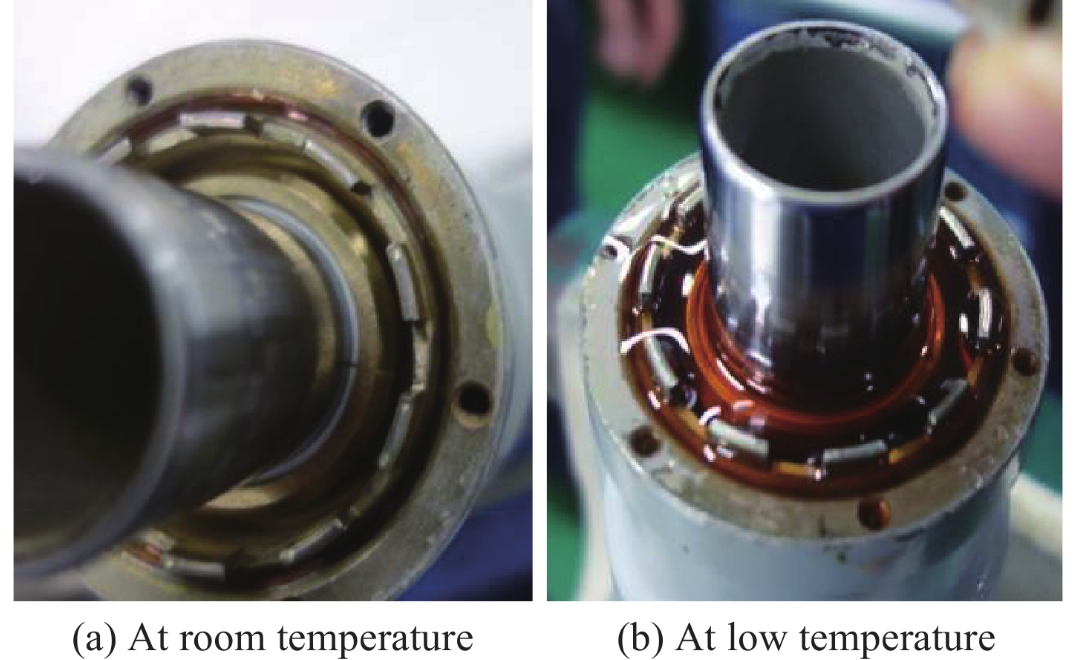
Когато температурата падне под -15 ℃, молекулярната активност на уплътнителните материали намалява с по-висока твърдост и по-ниска якост. Гъвкавостта на монтажа на уплътнителната устна става лоша и не може адаптивно да компенсира малките празнини, което е основната причина за изтичане при ниски температури.
Дългосрочната работа над 40 ℃ ще ускори окисляването на хидравличното масло и ще произведе колоидни примеси. Междувременно уплътненията стареят и се втвърдяват по-бързо с намалена еластичност, което води до постепенно непрекъснато леко изтичане и засяга цялостната работна стабилност.
Галванопластиката с твърд хром върху бутални пръти е стандартен процес за защита в индустрията. За официалните масово произвеждани продукти дебелината на покритието е строго контролирана в рамките на 0,08 mm–0,12 mm.
Твърде тънкото покритие не успява да осигури адекватна устойчивост на триене на пясък и корозия, което води до драскотини и петна от ръжда за кратко време при условия на работа на открито. Прекалено дебелото покритие ще увеличи напрежението на вътрешната повърхност и ще причини отлепване, нарушавайки гладкостта на повърхността и ускорявайки износването на уплътнението.

Грапавостта на повърхността на готовите бутални пръти се контролира при Ra0,2–Ra0,4μm. Тази прецизност отговаря на търсенето на телескопично движение с ниско триене и избягва надраскване на уплътнителния ръб, причинено от микро ръбове по повърхността.
Прекалено високата грапавост непрекъснато ще износва уплътнението от микроскопични издатини; докато прекалено гладката повърхност намалява капацитета за съхранение на масло и затруднява образуването на стабилен маслен филм, увеличавайки риска от сухо триене и съкращавайки експлоатационния живот на уплътнителните компоненти.
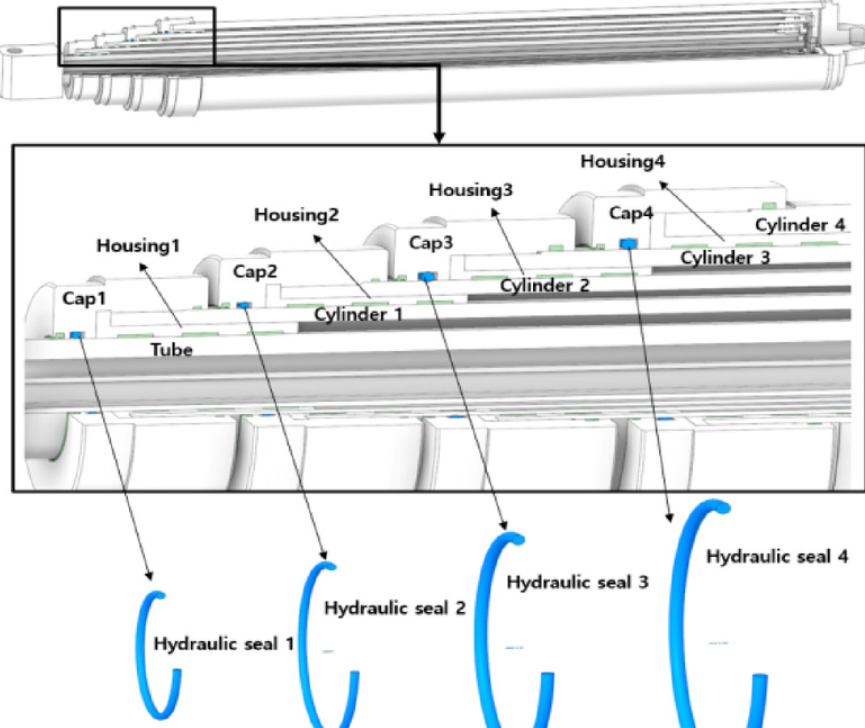
Многостепенните хидравлични цилиндри имат присъщи структурни разлики в хода, ефективната работна площ и диаметъра на масления канал на всеки етап. Модели без дизайн за синхронна оптимизация ще предизвикат отклонение на позицията по време на телескопична работа с пълен ход.
Коаксиалността на обработката, хлабината на направляващата втулка и разпределението на масления поток са три основни фактора на процеса, определящи точността на синхронизирането на многостепенните цилиндри.
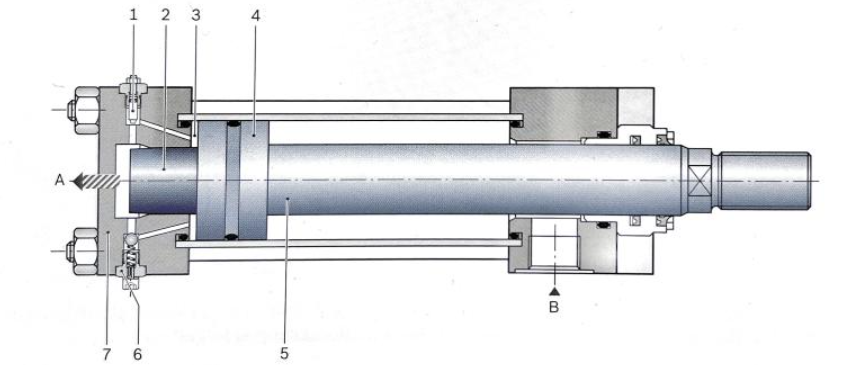
Вградени буферни дроселни структури в двата края нахидравлични цилиндринамаляване на скоростта на потока на хидравличното масло в края на хода чрез амортизиращия ефект на отворите на дросела, избягвайки твърд удар между буталото и крайния капак.
Разумният дизайн на буфера отслабва въздействието при стартиране и спиране, намалява цялостната вибрация на оборудването и намалява повредата от умора на заваръчните шевове и монтажните скоби. Той е особено подходящ за високочестотни сценарии за стартиране и спиране, като повдигане, монтирано на превозни средства, пристанищни машини и тежкотоварно селскостопанско оборудване.
В индустриалния стандарт за прецизно сглобяване хлабината на сглобяване между водещата втулка и буталния прът се контролира стабилно на 0,02 mm–0,03 mm.
Твърде малката хлабина ще причини задръстване и неплавно движение на телескопа поради термично разширение при повишаване на температурата; прекомерната хлабина увеличава радиалното трептене на буталния прът, което води до концентрирано ексцентрично натоварване и едностранно износване, като по този начин съкращава цялостния цикъл на поддръжка.
Коаксиалността на монтажа на цилиндъра, крайния капак, направляващата втулка и буталния прът е ключова контролна точка при производството и монтажа.
Хидравличните цилиндри с прекомерно коаксиално отклонение работят под действието на ексцентрична сила за дълго време, което значително увеличава вероятността от едностранно износване на уплътнението и локално надраскване на стената на цилиндъра. Това също е важна техническа причина за очевидни разлики в експлоатационния живот на продукти с една и съща спецификация.



